THE WEAKEST LINK – THE HUMAN HAND
Countries and economic regions have developed standards in order to maintain high product quality and secure the best return on product investment.
Wasteful processes can be significantly improved by removing measurement errors introduced by the instrument operator.
A dry film thickness (DFT) gauge such as the DUALSCOPE® FMP100/150 from Helmut Fischer GmbH is a highly developed instrument capable of accuracy and precision to fractions of a micron, but a number of external factors can still impair the measurements performed by such capable instruments (Figure 1).
Figure 1: FMP100/150. Portable instruments with exchangeable probes for precise coating thickness measurements.
The contacting probe must be perpendicular to the coating surface, or a significant measurement error is generated; this also occurs if the force applied by the probe varies from operator to operator, causing compression of the coating. Both errors lead to inconsistencies in adhering to standards such as QUALICOAT, QUALINOD, ASTM, BS, NADCAP, DIN, and ISO.
The tilting effect can suggest that a coating is too thick, and compression of a coating can suggest it is too thin. When the coating is just a few microns thick such as Tartaric Sulphuric Acid anodising (TSA), handheld probe measurement uncertainty can be >50%, which is clearly unacceptable.
The penalty for allowing uncontrolled measurement errors to continue is the added cost of rework and/or customer rejects. This can be the difference between profit and loss, retention of a contract, or continuing employment of an individual.
One aspect to consider is automating the measurement procedure. A mention of automation may evoke images of a robotised factory floor where workers are an afterthought, but it’s also possible to make minor changes that could have the largest impact on component quality and employee job satisfaction.
The use of motorised stands in measuring procedures can provide the tools needed to minimise measurement errors and ensure that work carried out is of the highest quality.
Actions to substantially reduce measurement errors:
- Ensure that the measuring probe always contacts the measured surface of the component perpendicularly, eliminating tilt errors
- Maintain a minimum consistent force applied by the probe to the measured surface, to eliminate coating and substrate compression errors.
- Measure on optimal surfaces, avoiding edges and complex curves to eliminate geometric induced errors
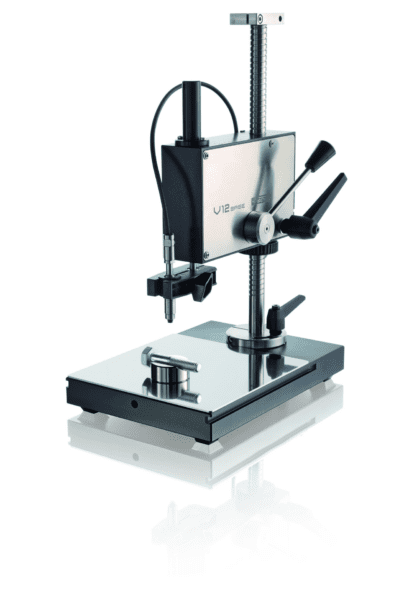
All of these requirements are met by the V12 motorised measurement stand manufactured in Germany by Helmut Fischer GmbH, and it’s an ideal partner to their handheld and bench instrument range (Figure 2).

Figure 2: Helmut Fischer GmbH V12 motorised stand (A) and MMS PC2 benchtop coating thickness measuring system (B). V12 motorised stand can be paired with both portable and benchtop systems to offer unrivalled control, accuracy and precision when measuring components. The MMS PC2 has the added benefit of having up to 8 probes attached for added versatility and speed.
Used with an appropriate measurement probe the V12 motorised stand can: –
- Maintain a consistent 90° angle between the probe and the sample.
- Learn the position of the component surface through a teaching function, which allows a virtually force free contact between the probe and the measured coating surface.
- The approach speed of the probe towards the coated surface is constant, but reduces as the known position of the sample surface approaches, thus avoiding compression of the coating.
- Multiple measurement mode (1, 5 or continuous measurements modes), allows for multiple measurements on a component.
- When used with the MMS PC2 instrument, there is individual control over the period of probe retraction from the coated surface and engagement with it.
An automated measuring device is the key to achieving the most accurate and repeatable results that prove specifications are being met. It can also decrease the time it takes to measure, give operators greater confidence in their measuring equipment, and greater freedom to perform other tasks while measurements are being acquired.
For more information on the Fischer V12 motorised stand, please follow the link below
V12 Measurement Stand